






熱噴涂技術
產品介紹:9935型電弧噴槍
分類:
作者:
發布時間:
2007-04-29 00:00
摘要:普萊克斯·大發公司的9935噴槍是CoArcR電弧噴涂系統中的關鍵裝備,該槍集中體現了近年來在電弧噴涂領域里取得的最新技術成果。本文從設計角度介紹了二次霧化系統的創新設計;闡述了噴槍內壓縮空氣的閉環控制機理。
電弧噴槍是電弧噴涂系統的核心裝備,噴槍的性能直接影響涂層的性能和質量。因而,研發新型的高性能電弧噴槍是世界各大熱噴涂廠商關注重點。
普萊克斯表面技術公司旗下的大發(TAFA)公司,開發出了一種新型的先進的直流伺服馬達驅動的9935噴槍。此槍是專為其先進的CoArcR門噴涂系統配套而開發的,也是為精確噴涂和大負載而開發的電弧噴槍,重約9磅,可手持也可機夾,其最大電流可達350安培。該槍的設計吸收了8830/8835中可靠的送絲技術,采用了9000噴槍的大空氣流量的特性。最新設計改進的噴嘴總成具有超級ArcJet的功能,使絲材的熔化和霧化更佳。9935噴槍集中體現了普萊克斯·大發公司在電弧噴涂上的三十多年來的研發能力和技術積淀。可以毫不跨張地說,9935噴槍中高技術含量是目前還沒有可與之相比的產品。9935噴槍中的高技術元素主要體現在以下幾個方面。
一、創新的二次霧化系統設計,集成式的超級ArcJet
自20世紀90年代起,現代電弧噴槍的霧化系統一般均采用二次霧化方式。所謂的“二次”霧化是指槍內有兩股氣流對絲材熔滴進行霧化。其中一股為軸向兩條獨立的氣路分別作一次霧化和二次霧化氣流,從而取消了繁雜的外部管線,在槍頭形成了一個集成式的超級ArcJetR。的主氣流,另一股是環形的側向氣流。在此兩股氣流的共同作用下噴槍的霧化效果能獲得較大的提高。二次霧化的原理見下圖。
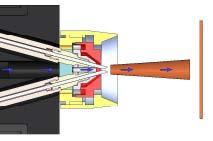
電弧噴槍的二次霧化示意圖
二次霧化又分為一進二出式和二進二出式。前者是將一路進入槍體的壓縮空氣分解為軸向和環形側向兩股。二進二出式則有二路各自獨立的氣體進入槍體,一路通過高速噴嘴直接由軸向對熔融區霧化,另一路進氣體則通過二次霧化噴嘴形成側向(環狀錐形)氣流,對熔滴進行二次霧化。二進二出式可根據需要分別調整一次霧化氣流和二次霧化氣流的壓力或流量,來獲得理想的霧化效果。顯然,二進二出式要更加優越,其涂層更細密,結合強度更高,質量更優。9935噴槍是二進二出式二次霧化式噴槍。
眾所周知,普萊克斯·大發公司是最早從事電弧噴槍二次霧化研發的,并首先取得應用成果,其ArcJetR型電弧射流組件就是二次霧化組件。它可安裝在一次式霧化的噴槍前端,形成二進二出式的二次霧化噴槍。著名的8835噴槍也是一把裝備的了ArcJetR電弧射流組件的噴槍。
9935噴槍在8835的基礎上又進行了設計優化,直接在噴槍上設置了兩條獨立的氣路分別作一次霧化和二次霧化氣流,從而取消了繁雜的外部管線,在槍頭形成了一個集成式的超級ArcJet。
9935噴槍的可獲得超細的霧化,能控制霧化粒子的粒度分布。9935噴槍還配有多種噴嘴結構組件,能生成多種不同的噴涂束流形狀。與氣流控制結合起來,就既可得到高速密集的極細束流,又能獲得超寬噴幅的束流。使不同金屬材料的涂層質量都能優化,都能得到最恰當的特性。
二、監測槍頭壓縮空氣壓力,閉環控制槍內氣流
普萊克斯·大發公司的新一代CoArc電弧噴涂系統在噴涂工藝上實現了數項新突破。其中最主要的一項是可以自動地閉環控制9935噴槍端部的壓縮空氣的壓力。
9935噴槍設計時在槍頭是設有壓縮空氣壓力檢測部件,并能在槍上將壓力信號直接轉化為電信號,并將其反饋到CoArc控制臺。這一功能使操作者有了一個在噴涂過程中監測噴槍壓縮空氣工作性能的工具。
我們知道槍內壓縮空氣的性能取決于壓縮空氣的壓力、流量、噴嘴組件的幾何形狀和結構等多個參數。如果槍內壓縮空氣的流動是一個等熵過程,那么這些參數的共同作用決定了槍內空氣的流體動力學特征。但是,壓縮空氣進入噴槍后要通過噴槍的電弧區。由于電弧的放電將產生大量的熱能,這會使部分氣體發生電離而放熱。氣體的受熱后將產生急劇的體積膨脹,在槍內生成高壓和高溫區,氣體的熱力學性能也隨之發生變化,部分空氣的焓值增加,等熵過程被破壞。由此可見,壓縮空氣在槍內的流動是一個較復雜的過程。只有抓住了能控制壓縮空氣流動的關鍵參數,才能解決閉環控制的難點。
普萊克斯·大發公司對此開展了大量深入的研究,并根據在JP-5000和JP8000上所取得的經驗,確定“槍頭”壓力直接影響電弧焰流的噴射速度,從而最終將“槍頭”壓力設為唯一有效的關鍵參數。將噴槍端部壓力的監測與電源電流(噴涂速率)的自動控制相結合,真正實施了對電弧噴涂工藝的閉環控制。
為了直接控制槍上電弧電壓,噴槍上還設有槍上電壓測量線路,使CoArc控制系統能直接控制槍上的電弧電壓,而不必考慮動力電纜的長度。
三、直流伺服電機驅動,精確的推拉式送絲
9935槍上配置的是一個可靠、精確的直流伺服馬達,由CoArc型控制臺上伺服電機驅動電源用來驅動馬達。槍上安裝了在8830/8835噴槍上已驗證的可靠的驅動裝置,其中的齒輪減速器將驅動電機的輸出轉速降低至送絲輪的轉速范圍內,使Φ1.6mm的絲材能在電源允許的電流范圍內噴涂。絲材的進給速度能從0到1079m/hr (3540ft/hr)可調,并被閉環控制。采用直流伺服馬達驅動的優點為:
- 噴涂速率精確控制;
- 具有閉環控制功能,能與推絲機構聯動;
- 對于絕大部分絲材能獲得穩定的低噴涂速率,這一功能使它能比當今這一代噴槍得到更為精確的控制。
9935噴槍象普萊克斯·大發公司設計制造的其他電弧噴槍一樣,其絲材在通過送絲輪時會在絲材的上、下兩面上生成鋸齒狀壓痕。當絲材通過導電嘴時實際的電接觸(擦碰導電嘴壁)是發生在與鋸齒狀壓痕成90度角處的。與其他公司的噴槍相比,這種設計能大大減輕導電嘴的磨損,維持更穩定的電弧電壓。
9935噴槍配備直流伺服電機的一個重要原因是與CoArc控制臺上推式送絲機構實現同步送絲。從而實現超遠距離(15.2米)的推/拉式送絲。
推-拉式絲材輸送必須確保推與拉的速度完全相同。看似簡單實則難度很大。首先,因為絲材是經拉拔加工而成的,并經過一定的表面處理,因而其表面狀況不盡相同,再加上表面粘著的油污和灰塵等,這些均會影響絲材獲得的前進力矩及其受到阻力的大小。其次,即使絲材獲得的前進力矩相同,但它們在導絲管中移動的狀態是不同的,而且是不停變化的。因此選用直流伺服電機作為槍上的拉式送絲電機,在推/拉式送絲時,以能被精確控制的伺服電機為主導,推式送絲機構提供則助推力矩,從而實現了同步送絲。
9935噴槍集中體現了普萊克斯·大發公司30多年來在電弧噴涂上的經驗, 9935噴槍也集中體現了電弧噴涂技術上的最新科技成果。它具有精確的噴涂速率和超大的噴涂負載。
9935噴槍在設計上創新,在槍內設置兩條獨立的氣路分別作一次霧化和二次霧化氣流,形成了獨創的二進二出式二次霧化結構,在槍頭形成了一個集成式的超級ArcJetR。9935噴槍在技術上先進,確立了監測“槍頭”壓縮空氣壓力的控制模式,首次對電弧噴涂實施了噴涂工藝的閉環控制;9935噴槍注重實用性和可靠性,選用了在8830及8835噴槍已驗證的送絲技術,結合了9000型噴槍大空氣流量的優點,全面地保證了設備的可靠性和實用性。